🕑 Reading time: 1 minute
As per ACI 116R-00, “No-slump concrete is a freshly mixed concrete that exhibits a slump of less than 25 mm”. Constituent materials of this type of concrete are similar to that of conventional concrete with the only difference being that no-slump concrete contains a greater quantity of aggregate.
The mix design of no-slump concrete should be checked carefully using laboratory trials, and proper adjustments should be made in the field or batching plant to achieve desired workability and designated strength and durability.
No-slump concrete mix has a very stiff consistency, therefore it should be consolidated using the vibration technique. It is mainly utilized in roller-compacted concrete and prefabricated concrete construction due to its ability to hold its shape after placement.
Is No-Slump Concrete Workable?
Commonly, a slump test is used to determine the workability of concrete. No-slump concrete has poor workability when hand rod compaction is used in the slump test. However, it is considered to have adequate workability when vibration is applied.
The Vebe test is a suitable method of workability measurement for no-slump concrete, as per ACI 211.3R-02. Table-1 compares consistency measurements between the slump test and the Vebe test. As it can be noticed, the Vebe apparatus can be used to measure the consistency of an extremely dry concrete mixture.
Table-1: Comparison of consistency measurements for slump and Vebe apparatus
| Consistency description | Slump, mm | Vebe, seconds |
| Extremely dry | - | 32 to 18 |
| Very stiff | - | 18 to 10 |
| stiff | 0 to 25 | 10 to 5 |
| Stiff plastic | 25 to 75 | 5 to 3 |
| plastic | 75 to 125 | 3 to 0 |
| Very plastic | 125 to 190 | - |
Proportioning Components of No-slump Concrete
The mix design of no-slump concrete is similar to that of normal concrete, but different graphs are used to get certain values. It should be noted that the same initial information, such as the fineness modulus of cement, water absorption of aggregates, and their specific gravity, are required.
Slump and Maximum Aggregate Size
No-slump concrete is mainly used for roller compacted concrete constructions and fabrication of different precast concrete elements, for instance, pipes, prestressed members, CMU, and roof tiles. These elements require a concrete mix with consistency in a very stiff range and dry condition.
Concrete mix consistency is mainly governed by equipment, production method, and utilized materials, but the selection of very stiff and dry consistency will provide greater durability and greater concrete strength. Figure-1 and Figure-2 determine the maximum aggregate size and concrete mix consistency for air-entrained and non-air-entrained concrete.
The selection of maximum aggregate size is controlled by consideration of both the minimum dimension of a section and the minimum clear spacing between steel bars, prestressing tendons, ducts for post-tensioning tendons, or other embedded items.
The largest permissible maximum aggregate size should be used, but this does not mean dismissing smaller aggregate sizes, provided that they result in equal or greater concrete strength with no detrimental effect on other concrete characteristics. A common and appropriate maximum aggregate size for reinforced precast concrete elements like pipe is 19 mm.
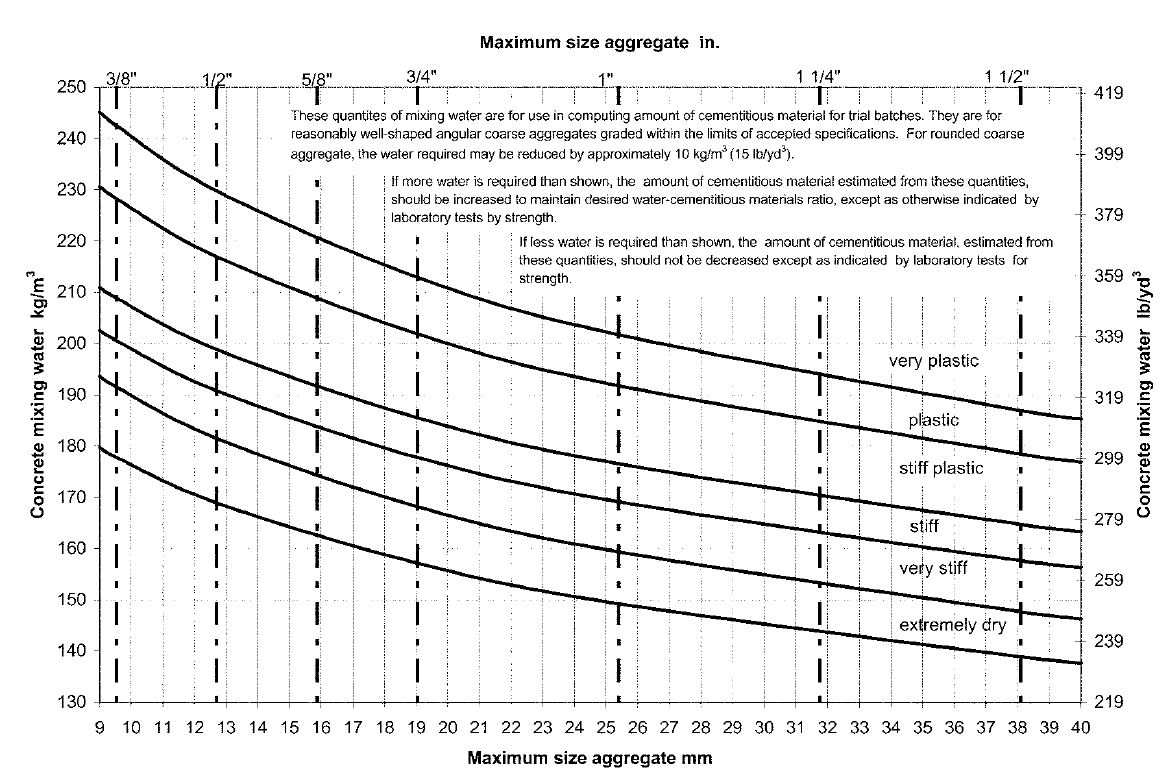
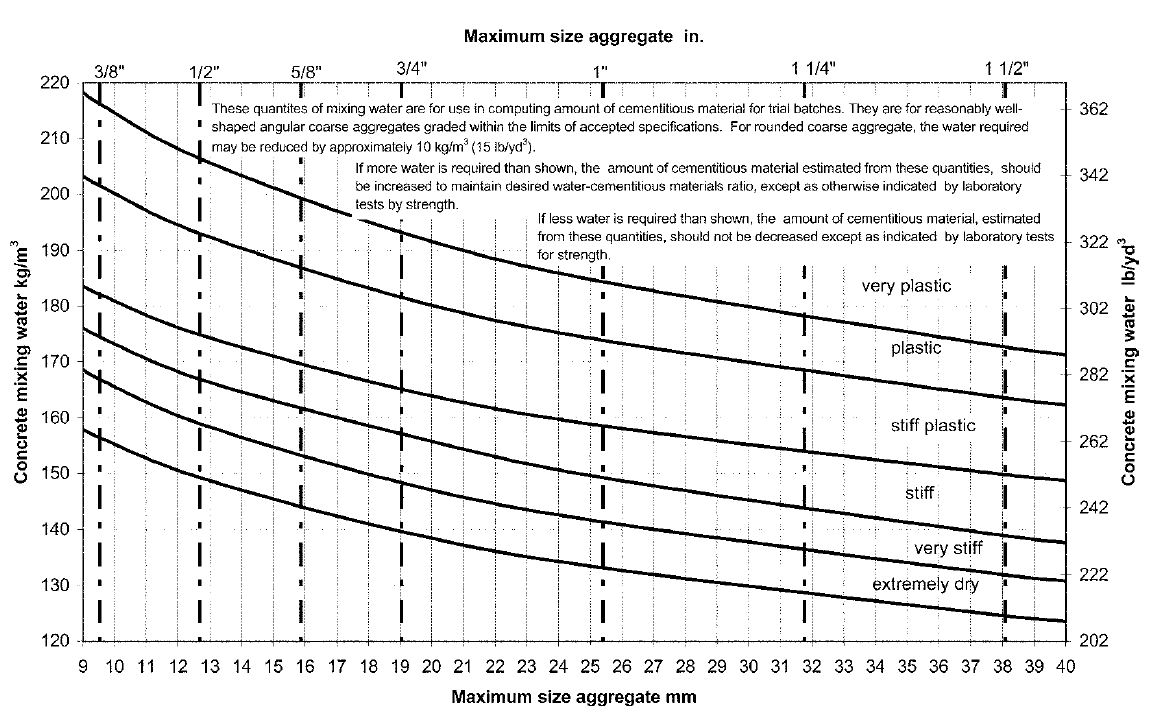
Estimating Water and Aggregate Grading Requirements
The amount of water per unit volume of concrete required to produce a mixture with desired consistency is influenced by the maximum aggregate size, particle shape, grading of the aggregate, and the quantity of entrained air.
Water quantity per unit volume of concrete is almost not influenced by cementitious materials below about 360 Kg/m^3 to 390 Kg/m^3. However, a larger quantity of cementitious material increases water demand considerably.
Aggregate grading is crucial for producing a no-slump concrete mixture used to construct machine-made precast units like manholes and pipes. This is because forms for these products are removed immediately after concrete placement and consolidation. So, the concrete has no external support, and the mixture should be adequately cohesive to maintain the product’s shape after form removal.
The mixture should have sufficient fines to achieve proper cohesiveness. This can be achieved through proper aggregate gradation. Figure-1 and Figure-2 are useful means to determine an accurate preliminary quantity of water.
The actual water quantity should be specified based on laboratory trials and verified by field tests.
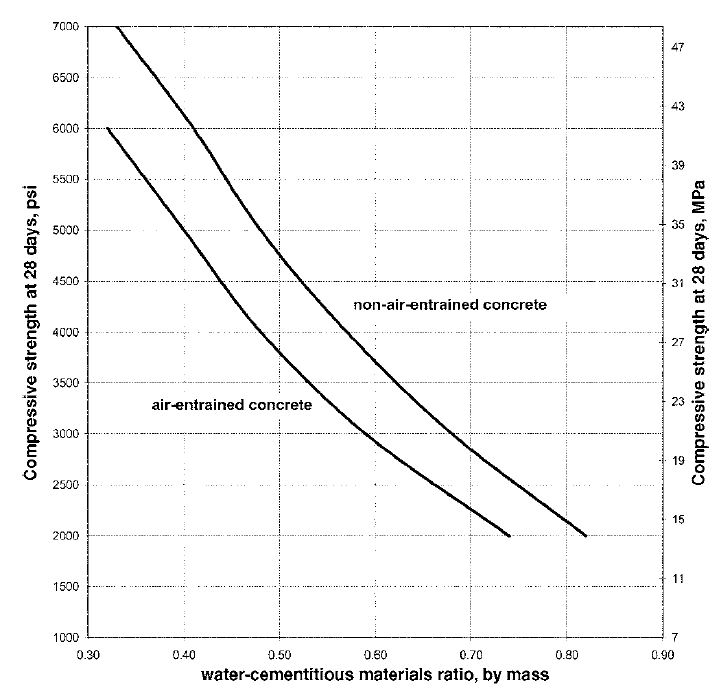
Selecting Water-Cementitious Materials Ratio
The required strength dictates the water-cementitious material ratio. Figure-3 can be used to get initial data concerning water-cementitious materials.
Using maximum allowable water-cementitious material from Figure-3 and water content from Figure-1 and Figure-2, the cementitious material content can be computed by dividing the mass of water required for mixing by water-cementitious materials.
It should be determined whether the concrete is air-entrained or not. The percentage of air content can be determined from Figure-4. If the concrete is exposed to frequent freezing and thawing cycles in most and critically saturated condition. Air-entraining admixture can improve concrete durability and eliminate concrete mix harshness without adding water.

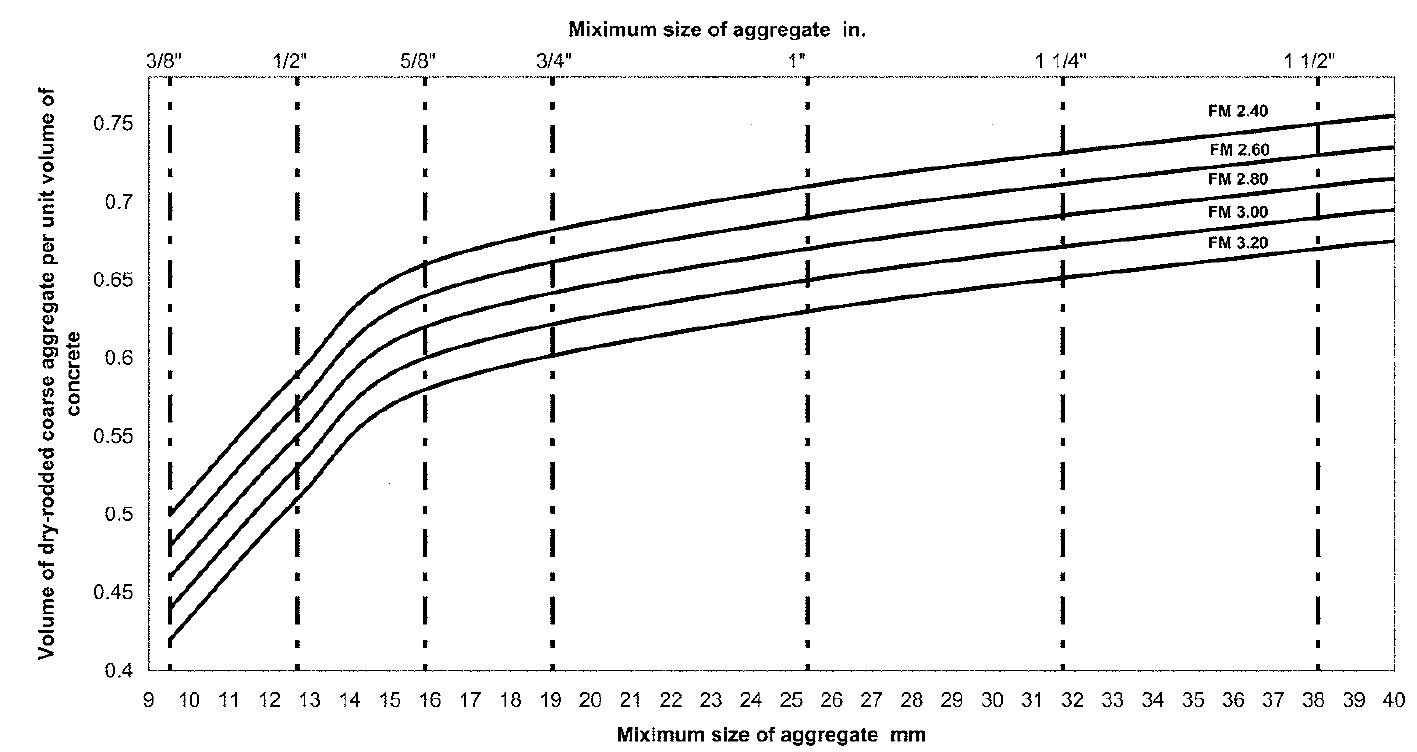
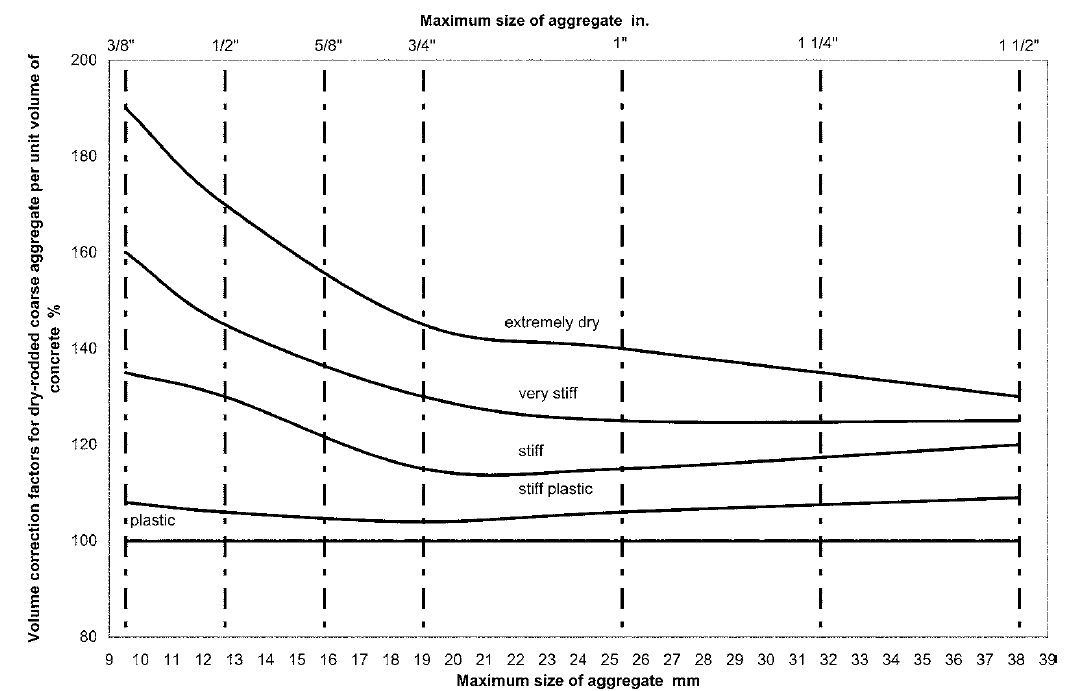
Estimate Coarse Aggregate Quantity
The largest amount of coarse aggregate per unit volume of concrete should be utilized to get a minimum amount of required water for mixing and achieving maximum strength. Nonetheless, the aggregate quantity should not hinder proper consolidation of the concrete mixture with minimum physical and mechanical time and effort.
The best method to determine aggregate quantity is laboratory investigation using materials for a project under consideration. Adjustments can be done later in the field or plant. If such work cannot be carried out, use Figure-5 and Figure-6 to estimate the coarse aggregate quantity.
Applications
- Roller compacted concrete for hydraulic structures (dams) and pavements
- Fabrication of precast concrete products like pipes, manholes, roof tiles, and prestressed members
- Slip formed pavement
- Curbs
FAQs
As per ACI 116R-00, “No-slump concrete is a freshly mixed concrete that exhibits a slump of less than 25 mm”.
A common and appropriate maximum aggregate size for reinforced precast concrete elements like pipe is 19 mm.
No-slump concrete is a freshly mixed concrete mixture with a slump value of less than 25 mm. However, zero-slump concrete is a considerably stiff or extremely dry consistency exhibiting no measurable slump after removing the slump cone.
The Vebe test is an appropriate method of workability measurement for no-slump concrete, per ACI 211.3R-02.
1. Roller compacted concrete
2. Fabrication of precast concrete products like pipes, manholes, roof tiles, and prestressed members
3. Slip-formed pavement
4. Curbs
Read More
Ultra-lightweight concrete: materials, properties, and applications

